MATERIALES DE CONSTRUCCIÓN: CLASIFICACIÓN, CONSTITUCIÓN Y PROPIEDADES CARACTERÍSTICAS.
INDICE.
1. INTRODUCCIÓN.
2. MATERIALES CERÁMICOS.
2.1. PIEDRA PARA CONSTRUCCIÓN.
2.1.1. ROCAS ÍGNEAS O ERUPTIVAS.
2.1.1.1.ROCAS ÍGNEAS DE ESTRUCTURA CRISTALINA.
2.1.1.2.ROCAS ÍGNEAS DE ESTRUCTURA VÍTREA.
2.1.2. ROCAS SEDIMENTARIAS.
2.1.2.1.ROCAS SILICEAS.
2.1.2.2.ROCAS CALIZAS.
2.1.2.3.ROCAS ARCILLOSAS.
2.1.3. ROCAS METAMÓRFICAS.
2.2. ARCILLAS Y DERIVADOS.
2.2.1. LADRILLOS Y TEJAS.
2.2.2. AZULEJOS Y PAVIMENTOS CERÁMICOS.
2.2.3. PORCELANA Y LOZA.
2.2.4. MATERIALES REFRACTARIOS.
3. CEMENTOS.
3.1. UTILIZACIÓN DEL CEMENTO.
3.2. EL HORMIGÓN.
3.2.1. HORMIGÓN ARMADO.
3.2.2. HORMIGÓN PRETENSADO.
4. EL YESO.
5. EL VIDRIO.
5.1. TIPOS DE VIDRIOS.
5.1.1. VIDRIO HUECO.
5.1.2. VIDRIO PLANO.
5.1.3. VIDRIO COLADO.
5.1.4. VIDRIO PRENSADO.
5.1.5. FIBRA DE VIDRIO.
5.2. PRODUCTOS DERIVADOS DEL VIDRIO.
6. LA MADERA.
6.1. APLICACIONES DE LA MADERA.
6.2. DERIVADOS DE LA MADERA.
7. ACEROS PARA LA CONSTRUCCIÓN.
8. BIBLIOGRAFÍA.
1. INTRODUCCIÓN.
A lo largo de su historia, el ser humano ha utilizado los materiales que tenía a su alcance para levantar diferentes tipos de construcciones: desde los dólmenes de la Prehistoria, construidos a base de grandes piedras apoyadas unas sobre otras, hasta los actuales edificios levantados con acero, vidrio y materiales plásticos, los materiales de construcción han evolucionado considerablemente.
Para facilitar su estudio, vamos a clasificarlos en seis grandes grupos: materiales cerámicos, cementos y hormigones, yeso, vidrio, maderas y derivados, y aceros para la construcción. A su vez, en el primero de ellos, distinguiremos las variedades más significativas: la piedra para construcción y las arcillas y sus derivados.

2. MATERIALES CERÁMICOS.
El término cerámica suele aplicarse en el lenguaje cotidiano a los objetos de uso doméstico fabricados con diversos tipos de arcillas. En esta unidad lo aplicaremos a un grupo de materiales de construcción que engloba la piedra para construcción y las arcillas y sus derivados.
Todos ellos tienen en común una gran resistencia a la compresión, aunque resultan débiles frente a los esfuerzos de tracción.
2.1. PIEDRA PARA CONSTRUCCIÓN.
En términos generales, denominamos piedra a cualquiera de los materiales derivados de las rocas. Las rocas son agregados de partículas minerales de dimensiones apreciables y de formas indeterminadas.
Se trata de uno de los primeros materiales que el ser humano utilizó para llevar a cabo sus construcciones. Muchas de las que levantó en la Antigüedad han llegado hasta nuestros días casi en perfectas condiciones, debido a la gran resistencia de los materiales empleados frente a los agentes atmosféricos.
En la actualidad, todavía se emplea directamente la piedra sin modificar para algunas construcciones rurales, como el cerramiento de bancales mediante ribazos. De este modo se evita el arrastre de tierra de cultivo por efecto de las lluvias y se facilita el aprovechamiento de las laderas de los montes mediante la construcción de terrazas.
Las rocas se clasifican en tres grandes grupos: rocas ígneas o eruptivas, rocas sedimentarias y rocas metamórficas.
2.1.1. ROCAS IGNEAS O ERUPTIVAS.
Están compuestas básicamente por silicatos y otros compuestos de aluminio, hierro, calcio, magnesio, sodio y potasio, y se han formado por enfriamiento del magma del interior de la Tierra.
· Si el enfriamiento ha sido lento, se obtienen materiales de estructura cristalina.
· Si el enfriamiento se produce de forma brusca, los materiales poseen estructura vitrea.
2.1.1.1.ROCAS ÍGNEAS DE ESTRUCTURA CRISTALINA.
Las variedades más conocidas son el granito, el gabro y la diorita. Se trata de rocas muy duras, resistentes a la intemperie y capaces de soportar grandes esfuerzos de compresión.
El granito está compuesto por cuarzo, feldespato y mica. Se presenta en masas compactas de diversos colores. Tradicionalmente se empleó mucho en la construcción, sin embargo, en la actualidad, ha caído en desuso y sólo se emplea en forma de grava machacada para la fabricación de hormigón.
El gabro y la diorita carecen de cuarzo y se emplean como piedra ornamental y para el tendido del firme de las carreteras.
2.1.1.2.ROCAS ÍGNEAS DE ESTRUCTURA VÍTREA.
En este grupo destacan el basalto, la liparita y la piedra pómez.
El basalto es una piedra menos resistente a los agentes atmosféricos que el granito. El agua carbonatada es capaz de disolverla, con lo que se originan terrenos sedimentarios. Por esta razón, se emplea poco en construcción.
La liparita y la piedra pómez son rocas muy porosas y, por lo tanto, muy poco densas. Se utilizan para la preparación de conglomerados ligeros.
2.1.2. ROCAS SEDIMENTARIAS.
Están constituidas por sedimentos (cantos rodados, gravas, arenas, arcillas, limos, e incluso, materia orgánica) asentados hace centenares de millones de años. Generalmente se presentan en forma de estratos y pueden cuartearse fácilmente en cualquier dirección.
Según su composición, se clasifican en silíceas, calizas y arcillosas.
2.1.2.1.ROCAS SILÍCEAS.
Están formadas por arenas y gravas consolidadas con otros materiales, duros o blandos.
La más utilizada desde la Antigüedad es la arenisca.
2.1.2.2.ROCAS CALIZAS.
Entre ellas, destacan la calcita, que es carbonato de calcio, y el yeso, del que nos ocuparemos de modo particular.
La calcita es muy resistente a la compresión y se utiliza mucho en construcción.
2.1.2.3.ROCAS ARCILLOSAS.
Se trata de depósitos sedimentarios procedentes de la meteorización de rocas ígneas. Están formadas por silicatos de aluminio. La más conocida es el caolín.
2.1.3. ROCAS METAMÓRFICAS.
Se producen por transformaciones de la estructura cristalina de otras rocas, debido a grandes presiones y temperaturas. Las más conocidas son la pizarra y el mármol.
La pizarra está formada por arcilla y esquistos. Se exfolia fácilmente en láminas y se emplea para la fabricación de techumbres.
El mármol es carbonato de calcio. Admite el pulimento y se emplea como piedra ornamental.
2.2. ARCILLAS Y DERIVADOS.
Como hemos visto en el apartado anterior, las arcillas constituyen una de las variedades de rocas sedimentarias y están compuestas básicamente por silicatos de aluminio hidratados que forman laminillas cristalinas microscópicas.
Las que se utilizan habitualmente para fabricar piezas de uso industrial suelen ser una combinación de arcilla común, caolín, sílice y feldespato. Cada uno de estos componentes aporta sus características propias: la arcilla común confiere consistencia a las piezas, el caolín aporta su color blanco y su textura fina, la sílice las dota de dureza y el feldespato consigue que tengan brillo. En ocasiones, se les añaden otros componentes, como cuarzo y granito.
Los materiales cerámicos se caracterizan por ser químicamente inertes. Cuando están embebidos en agua, son muy plásticos y, cuando se elimina el agua, pierden dicha plasticidad y se vuelven duros y frágiles. Resisten altas temperaturas y presentan una porosidad muy baja.
El proceso de obtención de este tipo de materiales pasa siempre por las mismas fases: preparación de las materias primas, moldeado, secado, cocción y almacenaje (ver figura), aunque los detalles de cada una varían en función del tipo de producto que se desea obtener.

Los productos fabricados con arcilla pueden clasificarse en cuatro grandes grupos: ladrillos y tejas, azulejos y pavimentos cerámicos, porcelana y loza, y materiales refractarios.
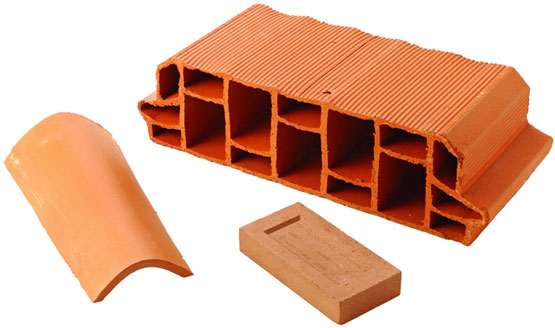
2.2.1. LADRILLOS Y TEJAS.
Estos materiales constituyen el grupo que se conoce con el nombre de arcilla pesada.'
La materia prima depende de la disponibilidad de arcilla en la zona de producción. En consecuencia, la calidad del producto dependerá de las impurezas que contenga.
Una vez moldeados, los materiales se dejan secar y se cuecen al horno a temperaturas que oscilan entre los 900 y los 1 200 °C, con el fin de dotarlos de la resistencia mecánica necesaria.
La producción en serie de ladrillos huecos y de paredes delgadas facilita los procesos de construcción, reduce la cantidad de material y aumenta el aislamiento térmico de las construcciones.
2.2.2. AZULEJOS Y PAVIMENTOS CERÁMICOS.
La materia prima empleada es una mezcla de arcillas especiales.
En primer lugar se obtiene la galleta o soporte cerámico, sometiendo la mezcla de arcillas a grandes presiones. Sobre ella se vierte una capa de barniz coloreado que, una vez seco, admite un motivo serigrafiado. El conjunto se somete a un proceso de cocción y, finalmente, se almacena para su distribución.
2.2.3. PORCELANA Y LOZA.
La materia prima empleada es, en este caso, una mezcla de caolín, arcillas blancas, sílice y feldespato, finamente pulverizados. De este modo se consigue un material de partida muy blanco.
La diferencia básica entre ambos productos consiste en que en la porcelana queda vitrificada toda la masa del objeto, mientras que en la loza el proceso de vidriado afecta sólo a la capa externa.
En el proceso de cocción de estos materiales hay que tener en cuenta la contracción que sufren y que puede deformarlos si no se prevé el I espacio que van a ocupar.
Las piezas fabricadas con porcelana tienen especial aplicación en el ámbito doméstico (pilas de cocina y sanitarios) y en el industrial (aislantes eléctricos y toberas de quemadores) gracias a su elevada resistencia al calor y a la acción de los agentes químicos.
2.2.4. MATERIALES REFRACTARIOS.
Están compuestos fundamentalmente por arcillas refractarias, cuya característica es su estabilidad a altas temperaturas.
Pueden ser objeto de moldeo como el resto de las arcillas y con ellas n obtenerse ladrillos y otras piezas similares a las descritas en los apartados anteriores.
Las temperaturas que son capaces de soportar los productos obtenidos según su composición:
· Los ladrillos ordinarios soportan temperaturas entre 1 400 y 1 600 °C y se emplean para el revestimiento interno de hornos altos y convertidores, a los que confieren un carácter ácido.
Si se les añade algo de magnesio, los revestimientos adquieren carácter básico.
· Cuando se desea trabajar a temperaturas superiores a los 1 600 °C, es necesario emplear arcillas silíceas. Para lograr una buena plasticidad del material de partida, se le añade un aglomerante orgánico. Los ladrillos que se obtienen se emplean en el revestimiento interno de los convertidores LD, los hornos de Siemens-Martin y los utilizados para los tratamientos térmicos de los metales.
Las enfermedades causadas por la manipulación de materiales cerámicos pertenecen al grupo de las neumoconiosis. De ellas, la más peligrosa es la silicosis, que se produce como consecuencia de la inhalación prolongada de polvo de sílice. Sus síntomas se manifiestan al cabo de varios años en forma de tos, expectoración, fatiga y descompensación cardiaca, que puede producir la muerte.
La industria cerámica ha pasado, en un tiempo muy breve, de un proceso casi artesanal a necesitar de una tecnología avanzada por su elevado coste energético.
Los combustibles empleados han pasado de la leña y el carbón vegetal a los derivados del petróleo y modernamente, al gas natural.
A partir de los años noventa, las industrias cerámicas han comenzado a utilizar procesos de cogeneración de energía eléctrica para aprovechar la gran cantidad de energía que se desperdiciaba en forma de calor.
3. CEMENTOS.
La palabra cemento se aplica, con carácter general, a cualquier producto que presente propiedades adhesivas y sea capaz de unir partes o piezas de un objeto o una construcción.'
Con esta denominación se engloban productos de muy diversa índole constituidos por sílice, alúmina, magnesio y resinas sintéticas.
Los cementos que se emplean en la construcción son aglomerantes hidráulicos formados por una mezcla de caliza, arcilla y otras sustancias. Cuando se amasan con agua, adquieren una gran plasticidad y, cuando la pierden, fraguan y se endurecen permaneciendo prácticamente estables.
A lo largo de la historia se han empleado diversos tipos de cementos que, actualmente, han caído en desuso. Uno de los más conocidos era el denominado cemento natural, que se preparaba mediante calcinación de margas naturales (mezcla de calizas y arcillas) en un horno vertical. Su principal ventaja radicaba en la economía de costes y en la sencillez de las instalaciones para su obtención.
En la actualidad, el más utilizado es el denominado cemento Portland. Éste se obtiene por cocción de una mezcla de piedra caliza y arcilla, en proporción 3:1, a la que se añaden otros minerales, como óxidos de silicio, de aluminio o de hierro, para conseguir determinadas propiedades específicas.
El proceso de obtención del cemento Portland por vía seca puede dividirse en tres grandes fases: operaciones previas, fabricación del clínquer, y molienda y acabado del cemento.

· Operaciones previas. Esta fase incluye las operaciones de secado, molienda y dosificación a las que se someten las materias primas (caliza y arcilla) antes de introducirlas en el horno.
El secado previo elimina el exceso de humedad que puedan contener. Para esta operación pueden emplearse los gases procedentes del horno de calcinación.
En la molienda se obtienen fragmentos no superiores a los 10 cm.
Finalmente, se procede a la dosificación de componentes en la proporción adecuada.
· Fabricación del clínquer. Esta operación se lleva a cabo en hornos rotativos que alcanzan más de 120 m de longitud.
La mezcla de componentes o crudo se introduce en el horno. En él se produce una serie de fenómenos físicos y químicos a medida que va calentándose:
· El secado, hasta una temperatura próxima a los 150 °C.
· La deshidratación de la arcilla, cuando se alcanzan los 500 °C.
· La descarbonatadón o eliminación de carbonates, hacia los 1100°C.
· La clinquerización u obtención del clínquer propiamente dicha, que se produce entre los 1250 y los 1475 °C.
Posteriormente, el clínquer se somete a un proceso de enfriamiento. Durante esta operación, se le añade una pequeña cantidad de yeso que permite regular el tiempo de fraguado.
La palabra clínquer es un término de origen inglés (clinker) con el que se designa el producto granulado que se obtiene por la fusión parcial o total de una mezcla suficientemente fina y homogénea de caliza y arcilla.
· Molienda y acabado. El clínquer, una vez enfriado, sufre un proceso de molienda similar al que se emplea con las materias primas. Cuando se ha conseguido el tamaño de grano adecuado, se homogeneiza y se almacena en silos para su distribución.
El consumo de energía del proceso de obtención del cemento puede desglosarse en dos capítulos: consumo de energía eléctrica y consumo de energía térmica.
· La energía eléctrica se consume casi exclusivamente en el accionamiento de los motores y otras máquinas que se emplean en las operaciones previas y en la molienda y acabado. Puede estimarse en 100 kWh por tonelada de cemento obtenido.
· La energía térmica se aprovecha en la fase de fabricación del clínquer. Oscila alrededor de 800 kcal/kg de cemento.
Clasificación de cementos.
Las características de los cementos dependen de su composición. Además del cemento Portland, el más habitual, existe una amplia gama de variedades que van desde el cemento natural, compuesto por arcilla y caliza y prácticamente en desuso, hasta el cemento siderúrgico, que consiste en una mezcla de clínquer de cemento Portland, regulador de fraguado y escoria siderúrgica.
3.1. UTILIZACIÓN DEL CEMENTO.
Cuando el cemento en polvo se mezcla con agua, tiene lugar una serie de reacciones químicas complejas en las que intervienen la sílice y la alúmina.
A medida que la mezcla fragua, se va endureciendo progresivamente y forma un material rígido que presenta una resistencia a la compresión que puede alcanzar hasta los 1 000 kg/cm2.
Aunque el fraguado tiene lugar con relativa rapidez, la dureza elevada sólo se consigue al cabo de varías semanas. El tiempo óptimo depende la composición del cemento y de la cantidad de agua añadida.
3.2. EL HORMIGÓN.
En la actualidad, la mayor parte del cemento que se produce industrialmente se emplea en la fabricación de hormigón.
El hormigón es una mezcla, en diferentes proporciones, de cemento, arena y grava, a la que se añade agua.
Las proporciones de estos componentes son variables, según el tipo de hormigón que se desee obtener, es decir, según sus condiciones de dureza, tiempo de fraguado y resistencia a los agentes ambientales.
La cantidad de cemento por metro cúbico de hormigón influye directamente en su impermeabilidad y en su resistencia mecánica, pero, a la vez, aumenta su contracción durante el fraguado provocando grietas. Por ello, no es conveniente sobrepasar el límite de 460 kg/ m3.
Las arenas y gravas, denominadas comúnmente áridos, se distinguen por criterios de tamaño, tipo de piedra de la que se han obtenido y textura superficial. Influyen directamente en la resistencia a la tracción del hormigón.
En general, cuando un hormigón está sometido a esfuerzos de tracción, los procesos de rotura se inician en las superficies de unión entre la gravilla y el cemento. En consecuencia, los hormigones obtenidos a partir de gravillas con superficie áspera serán más resistentes que los que empleen áridos de superficie lisa.
El agua que se utiliza puede no ser potable, aunque es necesario que cumpla determinadas especificaciones para garantizar un buen fraguado. Así, deben rechazarse las aguas carbonatadas o las que posean sustancias en disolución.
El hormigón, una vez fraguado, puede presentar una resistencia a la compresión de hasta 650 kg/cm2. Sin embargo, la resistencia a la tracción apenas alcanza la décima parte de este valor. Para mejorar esta cualidad, se emplean el hormigón armado y el hormigón pretensado.
El mortero.
Se denomina mortero a la mezcla de cualquier aglomerante con arena y agua. Puede considerarse como un paso intermedio entre el cemento puro y el hormigón.
El mortero de cal fue profusamente utilizado por los romanos en la construcción de termas, puentes, acueductos y obras marítimas.
En la actualidad, el mortero de cemento se considera una variante de hormigón que carece de árido grueso (grava).
Hormigoneras.
La industria de la construcción se considera la locomotora del tren del desarrollo económico de un país. Por ello, en todas partes existen empresas que se dedican a la fabricación y el suministro de hormigón con las dosificaciones y calidades que demanda el cliente. Estas empresas, denominadas hormigoneras, disponen de una flota de camiones especiales que se encargan de preparar y servir el hormigón allí donde es necesario.
3.2.1. HORMIGÓN ARMADO.
El hormigón armado se obtiene añadiendo al hormigón fresco una armadura de varillas o de barras de acero debidamente dimensionadas.
De este modo se consigue un material resistente tanto a los esfuerzos de compresión como a los de tracción.
· Los esfuerzos de compresión son soportados por el hormigón.
· Los esfuerzos de tracción se resisten gracias a la armadura.
La obtención de estructuras de hormigón armado se lleva a cabo I del modo siguiente: se dispone un encofrado o molde con la forma del elemento de construcción que se desea conseguir, se introduce en él la armadura de acero y se vierte el hormigón fresco en el interior del encofrado, de modo que recubra y envuelva la armadura. Cuando el hormigón ha fraguado, se retira el encofrado y se obtiene el elemento.
Así, en el caso de una viga, la armadura se sitúa en la zona inferior del elemento, que está sometida a esfuerzos de tracción, mientras que la masa del hormigón se acumula en la zona superior, sometida a esfuerzos de compresión. De este modo, las vigas soportan bien los esfuerzos de flexión, que, como se sabe, son el resultado de la combinación de esfuerzos de compresión y de tracción.

Por otra parte, el recubrimiento del hormigón, una vez fraguado, garantiza la impermeabilidad de la estructura y, por lo tanto, la inoxidabidad de la armadura de acero.
Como la unión entre el hormigón y el acero es puramente mecánica, es conveniente que las barras de refuerzo estén retorcidas o posean salientes superficiales, con el fin de incrementar la adherencia y evitar el deslizamiento.
Normalización de armaduras.
Las armaduras de acero que se emplean en España para la fabricación de hormigón armado están normalizadas según el Real Decreto 1 039/1991 del 28 de junio. En el artículo 9 se determina que dichas armaduras estarán constituidas por barras lisas y corrugadas, es decir, contraídas o encogidas, o por mallas electrosoldadas.
· Los diámetros nominales de las barras lisas y corrugadas deben ajustarse a la serie: 4; 5; 6; 8; 10; 12; 16; 20; 25; 32; 40 y 50 mm.
· Los diámetros nominales de los alambres empleados en las mallas electrosoldadas se ajustarán a la serie: 4; 4,5; 5; 5,5; 6; 6,5; 7; 7,5; 8; 8,5; 9; 9,5; 10; 11; 12; 13 y 14 mm.
3.2.2. HORMIGÓN PRETENSADO.
Si los esfuerzos de tracción a los que se somete el hormigón armado son muy grandes, las barras de las armaduras pueden experimentar dilatación elástica, con lo que el hormigón que las recubre se rompe.
Para mejorar la resistencia del hormigón a grandes esfuerzos de tracción, se tensan previamente las barras de acero con el fin de compensar la dilatación que pudieran experimentar. Así se obtiene el hormigón pretensado.
El hormigón pretensado es una variedad de hormigón armado cuyas varillas han sido tensadas antes de que se produzca el fraguado del hormigón.
Posteriormente se desarrolló el hormigón postensado, en el que las varillas se introducen en el hormigón y se tensan después de que éste ha fraguado. Sin embargo, la denominación de hormigón pretensado se ha generalizado para ambas técnicas.
La tecnología empleada para obtener esta variedad de hormigón es la más complicada de las que se utilizan en la actualidad, por el proceso de atirantado de los alambres hasta que cada uno ejerza su oportuna tensión, en función de los esfuerzos que ha de soportar.

La principal ventaja del hormigón pretensado deriva del menor coeficiente económico-resistente de los alambres de acero especial que se emplean. Ello es debido a la posibilidad de alcanzar enormes resistencias gracias a los procesos de trefilado a que son sometidos y que permiten obtener alambres de pequeños diámetros.
Se denomina coeficiente económico-resistente al coste de material necesario para soportar una carga unidad por cada unidad de longitud.
4. EL YESO.
Se trata de uno de los aglomerantes más conocidos y utilizados por los seres humanos desde la más remota antigüedad.
La materia prima de la que se obtiene se conoce con el nombre de piedra de algez. Es una roca muy blanda que presenta color blanco cuando no tiene impurezas. En ocasiones, se manifiesta en forma de cristales con forma característica de flecha. Químicamente se trata de sulfato de calcio dihidratado.
Generalmente, se extrae de canteras en superficie, lo que permite explotarlas a cielo abierto, de forma manual o mecanizada, dependiendo de la importancia del yacimiento.
Para obtener el yeso, se tritura el mineral hasta conseguir el tamaño adecuado según el procedimiento de cocción al que vaya a someterse posteriormente, después se le aplican temperaturas inferiores a 170 °C para provocar su deshidratación y, finalmente, se tritura hasta reducirlo a polvo.
Para la cocción, pueden utilizarse varios dispositivos que siguen diferentes procedimientos: el tradicional, el homo de cuba y el homo rotatorio.
· El procedimiento tradicional consiste en construir un homo rudimentario a base de piedras de yeso que forman la bóveda. En su interior se quema leña y el calor desprendido deshidrata la piedra. El final de la cocción se conoce por el color que toma el material o por el de los humos que salen a través de las piedras.
Otras veces se intercalan capas de leña y de material y se quema todo junto. El material que se obtiene queda mezclado con las cenizas, que le dan un aspecto grisáceo.
· El horno de cuba se llena por la parte superior y se vacía por las puertas de la parte inferior. En este tipo de horno se puede utilizar cualquier tipo de combustible y los gases de la combustión no entran en contacto con el material, por lo que se obtiene un yeso de mejor calidad.
· El moderno horno rotatorio permite emplear también cualquier tipo de combustible. El material se somete a una agitación constante que asegura la homogeneización del proceso de deshidratación.
El material obtenido de este modo resulta muy barato, ya que tanto el proceso de extracción como el de obtención no requieren grandes aportes energéticos.
Cuando el yeso se amasa con agua se obtiene una pasta que fragua rápidamente, por lo que suele emplearse para el revoco y el enlucido de paredes y para la sujeción de otros materiales.
La resistencia mecánica del yeso, tanto a la tracción como a la compresión, depende de su naturaleza, de su composición y de la cantidad de agua empleada en el amasado.
Su principal inconveniente es que resulta muy higroscópico, es decir, presenta una gran avidez por el agua. Por ello, no debe utilizarse en la sujeción de materiales férricos, ya que provoca inmediatamente su oxidación. Tampoco puede utilizarse para el enlucido de paredes exteriores, pues las superficies expuestas al agua terminan por disolverse.
Clasificación de los yesos.
El mercado español clasifica los yesos en tres grandes categorías: yeso negro, yeso blanco y escayola.
· El yeso negro es el que se obtiene por el procedimiento tradicional. Suele emplearse en el revoco yelenlucido de obras no vistas.
· El yeso blanco, de mayor pureza, está mejor molido y se emplea en el enlucido y el estucado de paredes vistas.
· La escayola es yeso de alta calidad, molido hasta polvo impalpable. Se emplea en acabados, molduras y decoración de interiores.
5. EL VIDRIO.
El vidrio es un material que se obtiene mediante la fusión de diferentes componentes, algunos de ellos muy abundantes en la naturaleza, como la arena y la caliza. También se emplean sosa y otros aditivos.
· La arena o sílice es dióxido de silicio, SiO2, y se encarga de dar resistencia mecánica al vidrio. Su principal inconveniente es su elevado punto de fusión: 1723 °C
· La caliza es carbonato de calcio, CaCO3, que actúa como componente estabilizador.
· La sosa es carbonato de sodio, Na2CO3. Actúa como fundente y permite rebajar la temperatura de fusión hasta 852 °C.
· Los otros componentes se añaden en función del tipo de vidrio que se desea obtener. Podemos citar diversos óxidos (de sodio, de potasio y de plomo), bórax, colorantes y también vidrio triturado para recuperar.
Se trata de un material duro, transparente y de estructura amorfa, es decir, no cristalino, por lo que es incorrecto denominarlo cristal, a pesar de su apariencia compacta y brillante. Además, resulta muy resistente a la tracción, por lo que algunas fibras de vidrio llegan a soportar esfuerzos superiores a los de los aceros.
5.1. TIPOS DE VIDRIOS.
Existe una gran variedad de tipos de vidrios, que están íntimamente relacionados con sus respectivos procesos de fabricación. Una clasificación general nos permitirá distinguir entre vidrio hueco, vidrio plano, vidrio colado, vidrio prensado y fibra de vidrio.
5.1.1. VIDRIO HUECO.
Se utiliza para fabricar recipientes, como vasos, botellas y frascos. Está constituido por un 73 % de sílice, un 16 % de sosa, un 9 % de cal y un 2 % de otros componentes. Se fabrica habitualmente por el método de soplado, que puede llevarse a cabo de forma artesanal o de forma automática.
5.1.2. VIDRIO PLANO.
Se utiliza para fabricar vidrios de ventana y espejos. Está compuesto por un 72 % de sílice, un 14 % de sosa, un 9 % de cal y el resto son aditivos. Existen diversos métodos para obtenerlo, pero el más utilizado en la actualidad es el de flotación, razón por la cual al vidrio obtenido se le denomina técnicamente float glass (vidrio flotante).

· En este método, los procesos de dosificación, mezcla y fusión de los componentes hasta llegar a la masa de vidrio fundido suelen ser comunes a otros métodos de obtención: se emplean hornos de cuba, de crisol o eléctricos capaces de aportar la energía térmica suficiente.
· El vidrio, una vez fundido, se extrae del interior del horno a través de una abertura denominada garganta, que proporciona una lámina de un espesor determinado.
· Esta lámina se desplaza sobre un baño de estaño fundido. La diferencia de densidad entre ambos materiales (2,5 kg/dm3 para el vidrio frente a 7,3 kg/dm3 del estaño) hace que el vidrio flote sobre el estaño, de modo que ambas superficies, por efecto de procesos de refusión, quedan perfectamente lisas y pulidas.
· A lo largo del proceso, una serie de rodillos arrastran la lámina de vidrio a la vez que le confieren el espesor deseado.
· Al final del proceso, el vidrio, todavía caliente, se somete a un proceso de recocido, es decir, pasa a través de un túnel de temperatura decreciente para que se enfríe sin tensiones internas que lo volverían demasiado frágil.
Otro procedimiento empleado es el de estirado, que se lleva a cabo en horizontal o en vertical.
En ambos casos, se aproxima una lámina metálica, denominada cebo, a la masa de vidrio fundido para después levantarla y hacerla pasar a través de unos rodillos que conforman la lámina con el espesor deseado.

Fig. Procedimiento de estirado vertical o de Fourcault.
Por este procedimiento se obtienen láminas con algunas ondulaciones que posteriormente hay que eliminar mediante esmerilado o pulido.
5.1.3. VIDRIO COLADO.
Se presenta en forma de láminas de diferente grosor y con diversas texturas en sus superficies.
Básicamente se obtiene por dos métodos: el de colada y el de laminado.
Obtención de vidrio colado.
· Método de colada.
El vidrio fundido se almacena en una cubeta giratoria y sale al exterior por la boca inferior de ésta.
Al salir, se vierte sobre una mesa de colada provista de un rodillo laminador refrigerado internamente por agua.
El espesor de la lámina se obtiene separando el rodillo de la mesa a la distancia adecuada.
· Método de laminado.
Como en el caso anterior, el vidrio fundido se almacena en una cubeta y sale al exterior por una boca inferior.
En este caso, existen tíos rodillos laminadores refrigerados y situados a la distancia requerida.
Los rodillos pueden estar grabados, con objeto de marcar la huella en el vidrio.
El vidrio colado tiene múltiples aplicaciones. Se utiliza en suelos, planchas de mesa, placas de depósitos de laboratorio, vidrios coloreados para usos ornamentales, etc.
5.1.4. VIDRIO PRENSADO.
Se utiliza para obtener artículos en serie provistos de gruesas paredes, como ladrillos, vidrieras y baldosas.
El procedimiento de obtención es similar al empleado con otras materias primas: el vidrio fundido se vierte en el interior de un molde metálico y se comprime mediante una estampa con el contramolde.
5.1.5. FIBRA DE VIDRIO.
Se obtiene mediante extrusión de la masa de vidrio a través de unas boquillas o hileras con diámetro inferior a 0,1 mm.
Los hilos obtenidos se deshilachan con vapor recalentado y, posteriormente, se secan. Unos rodillos se encargan de estirarlos para dotarlos de mayor resistencia. Finalmente, se les somete a una ligera torsión y se enrollan en una bobina.
Con la fibra de vidrio se producen filamentos a partir de los cuales se obtienen tejidos y fieltros que se emplean como aislantes térmicos y acústicos. También se emplean para reforzar las planchas de escayola y de diferentes tipos de plásticos.
5.2. PRODUCTOS DERIVADOS DEL VIDRIO.
A partir de los diferentes tipos de vidrio se obtienen un sinfín de productos de aplicación en la industria de la construcción.
Entre otros, destacamos el vidrio de ventana, el vidrio armado, el vidrio de seguridad y el vidrio antirreflectante.
· El vidrio de ventana se obtiene a partir de vidrio plano. Puede ser incoloro o coloreado y se fabrica en diferentes espesores que oscilan entre 2 y 19 mm.
· Se trata de un material bastante duro (entre 6 y 7 en la escala de Mohs) y transparente a la luz visible pero no a la ultravioleta. Presenta una notable resistencia a la compresión (entre 90 y 95 kg/mm2), mientras que su resistencia a la tracción es bastante más baja (entre 3,1 y 10 kg/mm2). Es buen aislante acústico y resiste bien la acción de los agentes atmosféricos, los ácidos y los álcalis. Sólo es atacado por los compuestos derivados del flúor.
· El vidrio armado es vidrio colado al que se añade una malla metálica en su interior durante el proceso de laminado. No aumenta su resistencia, pero, en caso de rotura, se evita que los fragmentos se dispersen. Se utiliza como elemento protector en caso de fuego.
· El vidrio de seguridad es vidrio plano y puede estar compuesto de una o varias lunas.
El vidrio de una sola luna está pretensado de modo que, al romperse, se fragmenta en trozos muy pequeños y de superficie roma. Es elástico resistente a los golpes y posee un coeficiente de dilatación muy bajo. Se utiliza en acristalados de puertas, pabellones deportivos, mesas, escaleras, balcones, miradores, etc.
En el vidrio de varias lunas, éstas se unen entre sí por una lámina plástica que mantiene adheridos los fragmentos en caso de rotura. Su resistencia depende del grosor de las lunas. Se utiliza como elemento de seguridad en joyerías y entidades financieras y también en las lunas de los automóviles.
· El vidrio antirreflectante es vidrio plano provisto, por ambas caras, de una capa dura y resistente que evita la reflexión. No pierde transparencia respecto al vidrio de ventana y por ello se emplea en lunas de escaparates, vitrinas y cuadros.
6. LA MADERA.
Como material estructural, la madera ha sido utilizada desde los orígenes de la humanidad. Como ya es sabido, se obtiene de los troncos de los árboles y, por tratarse de un material de origen orgánico, no existen dos piezas iguales.
Los principales componentes de la madera son la celulosa y la lignina, además de otras sustancias, como resinas, taninos, almidón, alcanfor y, sobre todo, agua.
Dependiendo de su grado de humedad, las maderas se clasifican en tres categorías: maderas verdes, maderas desecadas de forma natural y maderas secas.
· Las maderas verdes, recién cortadas, poseen un grado de humedad hasta del 33 %. En estas condiciones, no pueden ser utilizadas porque, al secarse, se encogen y se agrietan.
· Las maderas desecadas de forma natural se obtienen apilando las tablas y los tablones durante unos meses para permitir el paso de aire a su través y eliminar el exceso de agua. De este modo se consigue reducir la humedad hasta el 12 %.
Fig. Diferentes formas de apilar la madera para proceder a su secado natural.
· Las maderas secas se consiguen sometiendo la madera a un proceso térmico en hornos especiales hasta reducir el grado de humedad en torno al 3 %. De este modo se reduce considerablemente el tiempo de secado y se aumentan de forma notable la dureza y la resistencia de la madera.
Otra clasificación más general de las maderas las divide en dos grandes grupos, según su dureza: las maderas blandas y las maderas duras.
· Las maderas blandas se obtienen de las coníferas y otras especies resinosas, como el pino, el abeto, el cedro o la secoya. Estas especies se caracterizan por ser de hoja perenne en forma de aguja y formar grandes bosques en las zonas frías.
· Las maderas duras proceden de árboles de hoja caduca, como el roble, la encina, el fresno, el olmo, el nogal, el haya o la caoba. Se trata de especies frondosas de hojas anchas y presentes en zonas de clima muy diverso.
La estructura del tronco de los árboles no es homogénea. Al cortar un tronco en sentido transversal se aprecian dos zonas claramente diferenciadas: el duramen y la albura.

Fig. Estructura de un tronco de árbol.
· El duramen o corazón es la parte más interna y corresponde a la zona muerta del tronco. Tiene una consistencia más dura que la parte viva y un color más oscuro debido a las resinas que acumula.
· La albura corresponde a la zona de crecimiento del árbol. En ella se aprecia una serie de anillos que determinan el crecimiento anual.
Los espesores de los anillos varían de un tipo de árbol a otro, incluso entre ejemplares de la misma especie, dependiendo de las condiciones climáticas y del suelo en el que se han desarrollado. En algunos árboles de zonas tropicales no se aprecian los anillos, debido a que las oscilaciones climáticas entre las distintas estaciones del año son mínimas.
Para la utilización de la madera se comienza con el proceso de tala o apeo de los árboles, por medio de sierras mecánicas.
Una vez talados, se procede a la separación de ramas y hojas y al transporte de los troncos hasta los aserraderos.
Una vez allí, primero se lleva a cabo el descortezado y, posteriormente, el troceado o despiece del tronco, que consiste en su aserrado longitudinal para obtener tablones. Este proceso puede llegar a ser bastante sofisticado, con el fin de obtener el máximo aprovechamiento del tronco.

Fig. Diagrama del proceso de troceado o despiece de un tronco.
Por último, los tablones obtenidos serán sometidos a un proceso de secado.
Debido a su naturaleza fibrosa, los diferentes tipos de maderas suelen soportar bien los esfuerzos de tracción, compresión y flexión cuando éstos se realizan en sentido longitudinal a la malla o veta. En cambio, esta resistencia se ve notablemente reducida cuando los esfuerzos se realizan en sentido transversal.
6.1. APLICACIONES DE LA MADERA.
En la construcción, la madera se ha empleado tradicionalmente en columnas, vigas y jácenas. En la actualidad, el acero y el hormigón la han sustituido con ventaja.
Sin embargo, sigue utilizándose en otros usos.
· Las maderas con gran resistencia física, como las de pino, abeto o cedro, siguen utilizándose en la confección de puertas, ventanas y marcos. También se emplean para la fabricación de muebles.
· Las maderas que presentan dibujos vistosos en sus mallas y que admiten un buen pulido, como las de haya, fresno, nogal, cedro, roble, etc., se destinan a la fabricación de muebles y también se emplean en carpintería interior.
· Las maderas exóticas, por su precio elevado, suelen laminarse en chapas delgadas, de 0,4 a 0,6 mm, con las que se revisten tableros de maderas más baratas. Es el caso de la caoba o el ébano. También se emplean en muebles de lujo, en esculturas y en la fabricación de instrumentos musicales.
6.2. DERIVADOS DE LA MADERA.
El aprovechamiento de los bosques para la obtención de madera ha determinado la pérdida de grandes masas forestales durante la época reciente.
Por esta razón, se han desarrollado algunos materiales derivados dé la madera que permiten aprovechar al máximo los desperdicios producidos en la fabricación de tablones. Entre los más conocidos, destacan el tablero contrachapado, el aglomerado y el prensado.
· El contrachapado está formado por finas planchas de madera unidas entre sí mediante cola resistente al agua y dispuestas de modo que las vetas de las sucesivas planchas forman ángulo recto. De este modo, las tensiones de contracción provocadas por los cambios de humedad se contrarrestan entre sí y se evita la tendencia al alabeo.
Las planchas de madera se agrupan en número impar de forma que las vetas de las caras exteriores sean paralelas. El material obtenido resulta flexible y poco hendible.
· El tablero aglomerado se obtiene a partir de virutas de madera mezcladas con resinas adhesivas resistentes al agua que solidifican en caliente por efecto de la presión. Para obtenerlo, se sigue este proceso:
· Descortezado de la madera y eliminación de la corteza, que es muy porosa y no posee fibras que la doten de resistencia mecánica.
· Triturado de los troncos hasta obtener virutas del tamaño adecuado.
· Secado artificial de las virutas hasta un grado de humedad inferior al 5 %.
· Mezclado de las virutas con las resinas o colas. Éstas deben suponer entre el 7 % y el 10 % del material.
· Prensado en caliente de la mezcla mediante platos a temperaturas que oscilan entre los 160 y los 200 °C. Con ello se consigue que las colas solidifiquen y, a la vez, se procede al secado del tablero.
· Acabado de los tableros. Éstos, una vez obtenidos, se lijan para eliminar las partículas no adheridas, se cortan a las dimensiones preestablecidas (122, 244 y 366 cm) y, eventualmente, se recubren con chapas de maderas nobles o de materiales plásticos.
· El tablero prensado, también denominado táblex, se elabora con pulpa de madera sometida a altas presiones. Generalmente, dispone de una cara lisa y otra rugosa, y su principal inconveniente radica en que la humedad puede llegar a deshacerlo por completo. Los tableros artificiales derivados de la madera presentan algunas ventajas frente a los tableros naturales; eliminan los nudos y grietas y, en consecuencia, no están sometidos a los esfuerzos de tensión derivados de la contracción de la malla, por lo que pueden obtenerse superficies de cualquier tamaño sin problemas de alabeo. Además, como consecuencia del aprovechamiento de los desperdicios, resultan más baratos que los tableros naturales.
Su mayor inconveniente radica en que soportan peor los esfuerzos de flexión. Por otra parte, tienen menor apariencia estética que los tableros naturales.
7. ACEROS PARA LA CONSTRUCCIÓN.
Destacamos algunos detalles relacionados con los materiales metálicos que se emplean en la construcción. En concreto, nos referiremos a la fundición, el acero moldeado y el acero laminado.
· La fundición (hierro con un contenido en carbono superior al 2 %) tuvo su apogeo en el siglo XIX con la construcción de puentes y soportes de estructuras urbanas. El mejor ejemplo lo constituye la torre Eiffel de París.
Actualmente se ha sustituido por el hormigón y el acero laminado por razones de economía de costes.
· El acero moldeado presenta una resistencia a la tracción y a la compresión igual o superior a la del acero laminado. Pero las dificultades del proceso de obtención y los sobrecostes aconsejan utilizarlo sólo en algunos casos especiales, en sustitución de la fundición.
· El acero laminado es el material férrico más empleado en la actualidad en estructuras. En los últimos decenios amenazó con desbancar a otros materiales de construcción, aunque su mayor coste no lo ha permitido.
Sin embargo, es insustituible en construcciones de elevada altura o en obras públicas que requieran una gran luz, como el caso de puentes y viaductos.
Los aceros empleados en construcción se rigen por la norma MV 102/1975, en la que se especifican su límite elástico y su coeficiente de dilatación térmica. Estos aceros se obtienen mediante los dispositivos usuales: convertidores LD y hornos eléctricos o Siemens-Martin.
La alta resistencia del acero lo hace especialmente recomendable para todo tipo de estructuras, pero han de tenerse en cuenta algunos inconvenientes:
· Se trata del material con mayor coste por unidad de volumen, lo que aconseja su sustitución por hormigón cuando sea posible.
· Debe llegar al lugar de montaje con una forma predeterminada, por lo que en la actualidad se fabrican perfiles de dimensiones normalizadas.
· Su mayor inconveniente es la oxidabilidad, lo que obliga a protegerlo con alguno de los tratamientos conocidos, como el galvanizado en caliente. La posibilidad de utilizar aceros inoxidables en estructuras para construcción está absolutamente descartada, ya que su coste sería excesivo.
Otros materiales metálicos.
Además del acero, en los procesos de construcción intervienen muchos otros materiales metálicos de diverso origen. Casi todos ellos se utilizan en funciones auxiliares.
Destacaremos aquí el aluminio, el cobre, el cinc y algunas aleaciones.
El aluminio se emplea fundamentalmente en carpintería metálica de ventanas y puertas exteriores.
Su resistencia a la oxidación le permite sustituir con ventaja al acero y su inalterabilidad frente a la Humedad lo hace más aconsejable que la madera.
La extraordinaria conductividad del cobre lo hace insustituible en instalaciones eléctricas. Por otra parte, por su inalterabilidad y flexibilidad se emplea en conducciones de fluidos.
El cinc es un material auxiliar utilizado en placas de cubierta, aunque cada vez se emplea en menor medida.
Algunas aleaciones se utilizan en la fabricación de elementos complementarios, como grifería y saneamientos. Es el caso del bronce, el latón y el acero inoxidable.
8. BIBLIOGRAFÍA.
· Libro de Tecnología Industrial de 1º curso de Bachillerato.
Editorial Edebé.


 La teoría clásica que explica los superconductores es la llamada BCS (teoría Bardeen, Cooper y Schrieffer, de 1957). Los electrones, por el principio de exclusión de Pauli, al tener espin 1/2 no pueden estar en el mismo estado energético, pero en los superconductores se produce el siguiente fenómeno: dos electrones se aparejan a través de una vibración de la red, formando los llamados pares de Cooper. Estos pares de Cooper tienen spin entero, es decir, no sufren el principio de exclusión y pueden estar todos en el mismo estado energético. A bajas temperaturas la mayoría de pares se alinean en el estado de mínima energía. Por ello, si se dan las condiciones de acoplamiento y si existe una distancia energética entre los estados de más baja energía y los de más alta (el llamado “gap” energético) se produce el comportamiento superconductor.
La teoría clásica que explica los superconductores es la llamada BCS (teoría Bardeen, Cooper y Schrieffer, de 1957). Los electrones, por el principio de exclusión de Pauli, al tener espin 1/2 no pueden estar en el mismo estado energético, pero en los superconductores se produce el siguiente fenómeno: dos electrones se aparejan a través de una vibración de la red, formando los llamados pares de Cooper. Estos pares de Cooper tienen spin entero, es decir, no sufren el principio de exclusión y pueden estar todos en el mismo estado energético. A bajas temperaturas la mayoría de pares se alinean en el estado de mínima energía. Por ello, si se dan las condiciones de acoplamiento y si existe una distancia energética entre los estados de más baja energía y los de más alta (el llamado “gap” energético) se produce el comportamiento superconductor.